
Yüksek Yoğunluklu Parça Üretiminde Atomize Demir Tozu Avantajları
Toz metalurjisi (PM) endüstrisindeki en büyük hedef her zaman açıktır: Tam yoğunluğa ulaşmak. Teorik olarak demirin yoğunluğu olan 7.86 g/cm³ değerine ne kadar yaklaşırsanız, ürettiğiniz parça o kadar sağlam, esnek ve dayanıklı olur.
Geleneksel sünger demir tozları ile belirli bir yoğunluk sınırını aşmak zorken, atomize demir tozları oyunun kurallarını değiştirir. Modern otomotiv şanzıman dişlilerinden yüksek performanslı elektrik motorlarına kadar, kritik parçaların üretiminde neden atomize tozlar tercih ediliyor?
Bu yazıda, yüksek yoğunluklu parça üretiminde atomize demir tozunun vazgeçilmez rolünü ve sağladığı mühendislik avantajlarını inceleyeceğiz.
Neden “Yüksek Yoğunluk” Peşindeyiz?
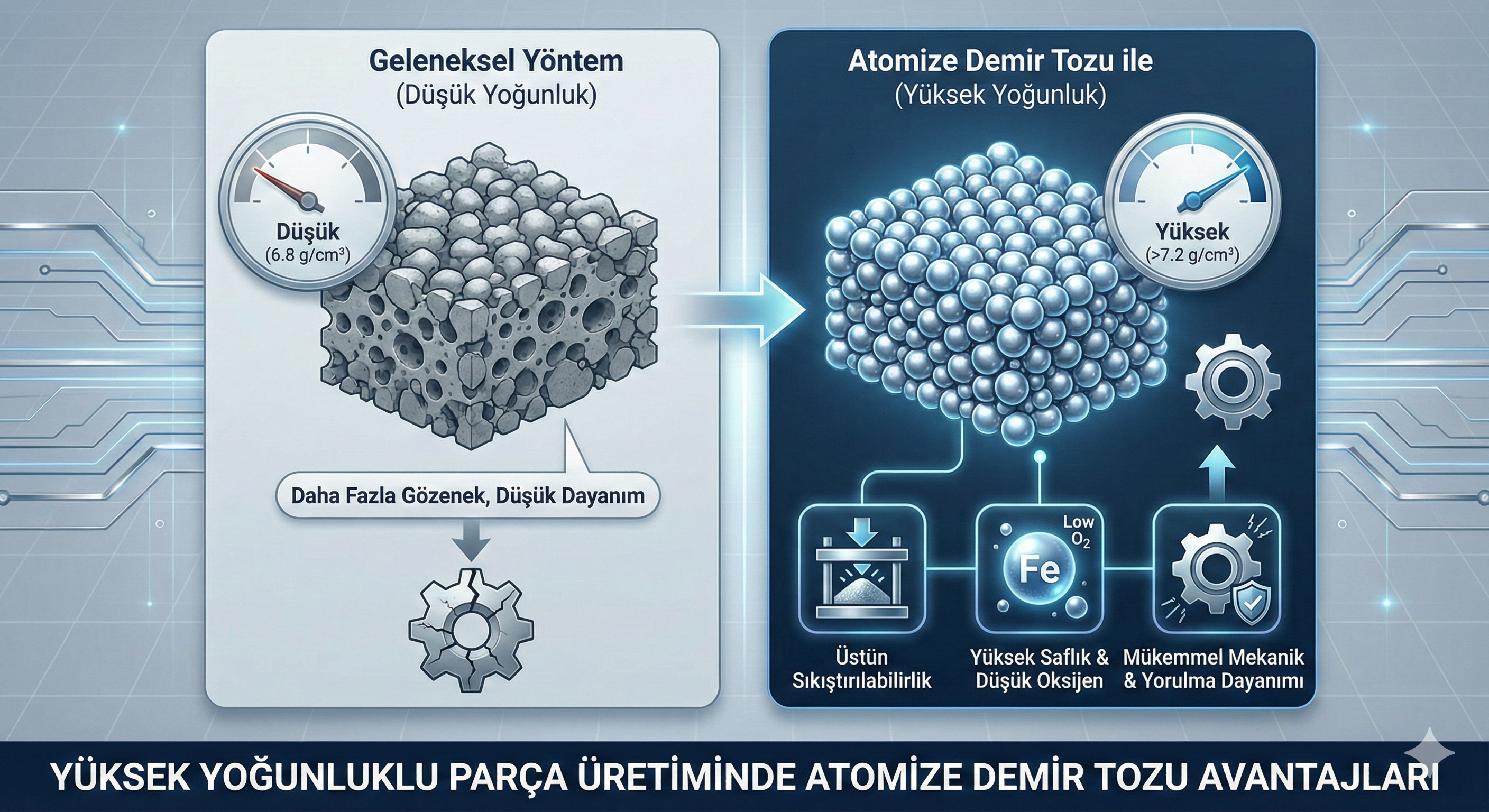
Metalurjide basit bir kural vardır: Gözenek (porozite) düşmandır. Sinterlenmiş bir parçada kalan hava boşlukları, çatlak oluşumunun başladığı zayıf noktalardır.
- Standart PM parçalar: 6.4 – 6.8 g/cm³ yoğunluktadır.
- Yüksek Yoğunluklu PM parçalar: 7.2 g/cm³ ve üzerini hedefler.
Yoğunluk 7.0 g/cm³’ten 7.4 g/cm³’e çıktığında, parçanın yorulma dayanımı (fatigue strength) ve darbe direnci katlanarak artar. İşte bu seviyeye çıkabilmenin anahtarı, ham maddenin “sıkıştırılabilirliğinde” gizlidir.
Atomize Demir Tozunun Avantajları
Yüksek yoğunluklu uygulamalarda su atomize demir tozlarının seçilmesinin temel nedenleri şunlardır:
1. Üstün Sıkıştırılabilirlik (High Compressibility)
Atomize tozların en büyük “süper gücü”dür. Yüksek saflıkta üretildikleri ve parçacıklar yumuşak olduğu için, presleme esnasında plastik deformasyona kolayca uğrarlar.
- Kalıp içerisinde uygulanan basınçla birlikte parçacıklar arasındaki boşluklar hızla kapanır.
- Tek seferlik presleme ile 7.15 – 7.20 g/cm³ yeşil yoğunluğa (henüz fırınlanmadan) ulaşmak mümkündür.
2. Düşük Oksijen ve Yüksek Saflık
Sünger demir tozlarının içinde üretim yönteminden kaynaklı iç gözenekler ve oksit kalıntıları bulunabilir. Atomize tozlarda ise her bir toz taneciği (partikül) neredeyse %100 yoğunluğa sahip dolu bir metaldir.
- İç porozitenin olmaması, presleme sırasında “süngerimsi” bir dirençle karşılaşılmamasını sağlar.
- Yüzey oksitlerinin azlığı, sinterleme sırasında parçacıkların birbirine daha güçlü kaynamasını (difüzyon) sağlar.
3. İleri Üretim Tekniklerine Uygunluk
Yüksek yoğunluk elde etmek için kullanılan özel prosesler, atomize tozların karakteristiğine ihtiyaç duyar:
- Ilık Presleme (Warm Compaction): Toz ve kalıbın ısıtılarak preslenmesi işlemidir. Atomize tozlar bu ısıda daha da yumuşayarak 7.4 g/cm³ yoğunluklara ulaşabilir.
- Çift Pres / Çift Sinter (DP/DS): Parçanın iki kez preslenip iki kez fırınlandığı bu yöntemde, atomize tozun saflığı çatlama riskini azaltır.
Kullanım Alanları ve Performans
Atomize demir tozu ile üretilen yüksek yoğunluklu parçalar, artık dövme çelik parçaların yerini almaktadır:
- Otomotiv Şanzıman Dişlileri: Yüksek tork altında çalışan helisel dişliler, eskiden talaşlı imalatla üretilirdi. Şimdi atomize tozlar sayesinde tek seferde basılarak hem maliyet düşürülüyor hem de gereken mukavemet sağlanıyor.
- Biyel Kolları (Connecting Rods): Motorun en çok stres altında kalan parçalarından biridir. Yüksek yoğunluk, kırılma direncini garanti eder.
- Elektrikli Araç Motorları: Yüksek yoğunluk sadece mekanik değil, manyetik özellikleri de iyileştirir. Yoğunluk arttıkça manyetik geçirgenlik artar, bu da elektrik motorunun daha verimli çalışmasını sağlar.
Sonuç: Dövme Çeliğe Rakip
Yüksek yoğunluklu parça üretimi, toz metalurjisinin “ağır siklet” kategorisidir. Bu kategoride başarıya ulaşmak, standart tozlarla mümkün değildir. Atomize demir tozu; yüksek sıkıştırılabilirliği, temiz yapısı ve şekillendirme kolaylığı ile sanayicilere daha hafif, daha ucuz ama aynı zamanda “çelik kadar sağlam” parçalar üretme imkanı sunar.