
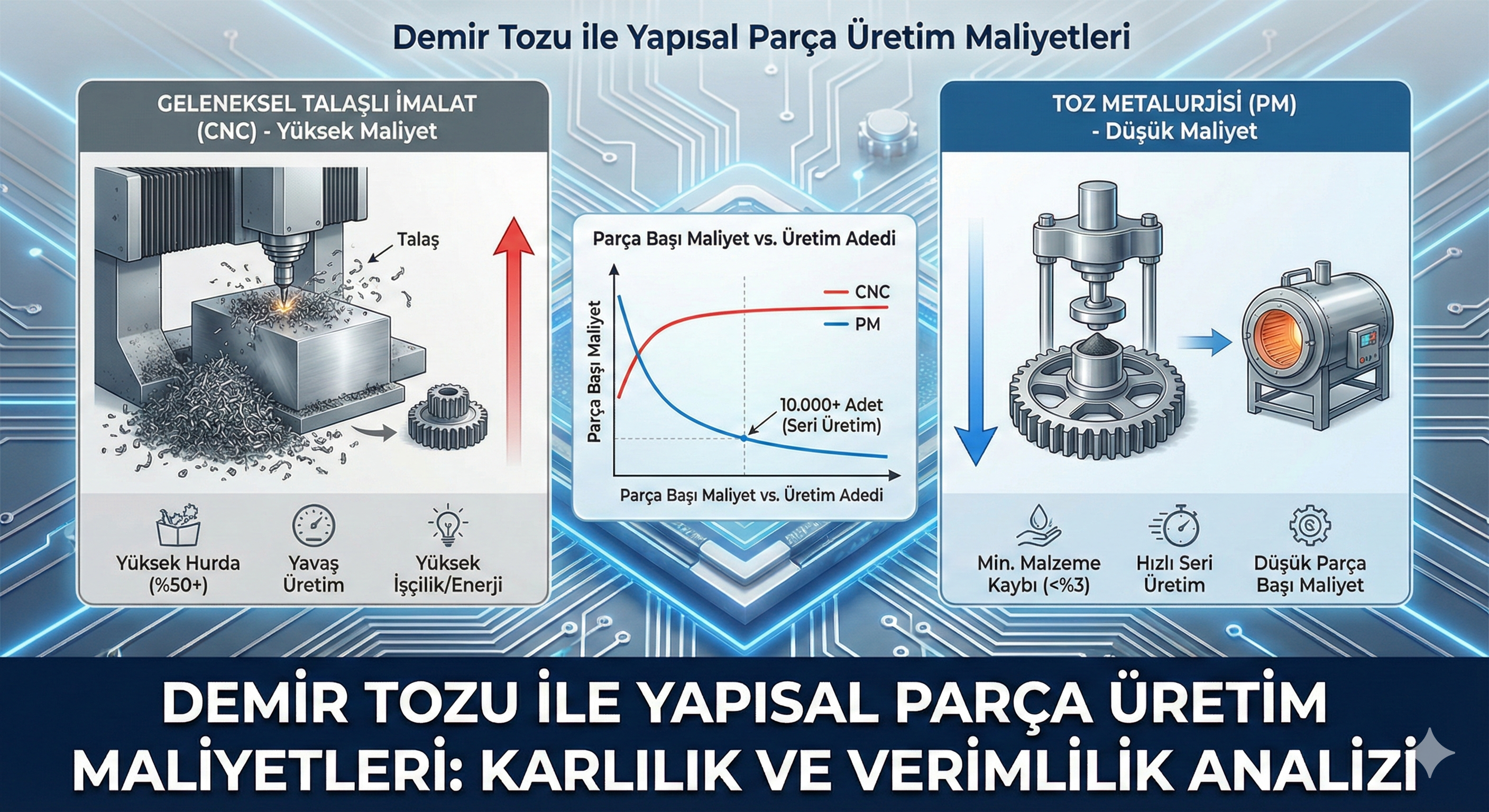
Demir Tozu ile Yapısal Parça Üretim Maliyetleri
Bir parça üreticisi için en kritik denklem şudur: Kalite / Maliyet. Geleneksel talaşlı imalat (CNC) veya döküm yöntemleri yıllardır sanayinin standardı olsa da, yıllık üretim adediniz 10.000’i geçtiğinde ibre Demir Tozu Teknolojisine (Toz Metalurjisi) döner.
Peki, kilogram fiyatı çelik çubuktan daha pahalı olan demir tozu, nasıl oluyor da nihai parça maliyetini %40’a varan oranlarda düşürebiliyor? Cevap, “Görünmeyen Giderler”de saklıdır.
Bu analizde, demir tozu ile parça üretiminin maliyet yapısını, ilk yatırım (Capex) ve işletme giderleri (Opex) açısından masaya yatırıyoruz.
1. Hammadde Verimliliği: Paranız Çöpe Gitmesin
Geleneksel işlemede (Talaşlı İmalat), bir parçayı üretmek için genellikle o parçanın ağırlığının iki katı kadar kütük malzeme satın alırsınız. Parçayı işlerken malzemenin %40 ila %60’ı “talaş” (hurda) olarak atılır.
- Demir Tozu Farkı: Toz metalurjisinde “Near Net Shape” (Nihai Şekle Yakın) üretim yapılır. Kalıba ne kadar toz koyarsanız, o ağırlıkta parça alırsınız. Hammadde kaybı %3’ün altındadır.
- Maliyet Etkisi: Hammadde birim fiyatı yüksek olsa bile, kullanılan miktar çok daha az olduğu için toplam malzeme maliyeti düşer.
2. Enerji Tüketimi: Isı ve Zaman Tasarrufu
Metal parçaları eritip dökmek (Döküm) veya saatlerce CNC tezgahında işlemek muazzam enerji gerektirir.
- Sinterleme Avantajı: Demir tozu parçaları erime noktasına kadar ısıtılmaz, sadece sinterleme sıcaklığına (yaklaşık 1120°C) çıkarılır. Ayrıca işlem tünel fırınlarda sürekli bant sistemiyle yapıldığı için parça başına düşen enerji maliyeti, tek tek işlenen CNC parçalarına göre çok daha düşüktür.
- Maliyet Etkisi: Enerji faturasında %30-%50 tasarruf.
3. İşçilik ve Hız: Saniyeler İçinde Üretim
Bir CNC tezgahı karmaşık bir dişliyi işlemek için 5-10 dakika harcayabilir. Operatörün sürekli başında durması, takım değiştirmesi ve ölçüm yapması gerekir.
- Presleme Hızı: Otomatik bir toz presi, aynı karmaşık dişliyi dakikada 10-15 adet basabilir. Fırınlama süreci de otomatiktir.
- Maliyet Etkisi: Parça başına düşen işçilik maliyeti dramatik şekilde azalır.
4. Kalıp ve Ekipman Maliyeti: En Büyük Engel mi?
Toz metalurjisinin “Giriş Bariyeri” kalıp maliyetleridir. Tungsten karbürden yapılan hassas kalıplar pahalıdır.
- Başabaş Noktası (Break-Even Point): Eğer sadece 500 parça üretecekseniz, demir tozu yöntemi çok pahalıya gelir. Ancak üretim adedi 10.000 – 20.000 bandını aştığında, kalıp maliyeti parça başına “kuruşlar” seviyesine iner ve sistem kara geçer.
- Takım Ömrü: Bir CNC ucu yüzlerce parçada bir değişirken, kaliteli bir toz kalıbı ile 500.000 adet parça basılabilir.
5. İkincil İşlemlerin Ortadan Kalkması
Demir tozu ile üretilen parçalar kalıptan çıktığında yüzeyleri pürüzsüzdür, ölçüleri hassastır ve genellikle ek bir işlem gerektirmez.
- Tasarruf: Çapak alma, taşlama veya yüzey parlatma gibi ara operasyonlar ortadan kalkar. Yağ emdirme gibi özellikler üretim sırasında (sinterleme sonrası) kolayca eklenebilir.
Sonuç: Karar Tablosu
Maliyet analizini özetlersek:
| Maliyet Kalemi | Talaşlı İmalat (CNC) | Toz Metalurjisi (PM) |
| Hammadde Fiyatı | Düşük | Orta/Yüksek |
| Malzeme Kaybı (Hurda) | Çok Yüksek (%50+) | Çok Düşük (<%3) |
| Kalıp/Yatırım Maliyeti | Düşük | Yüksek |
| Enerji Gideri | Yüksek | Orta |
| İşçilik/Hız | Yavaş / Pahalı | Çok Hızlı / Ucuz |
| İdeal Üretim Adedi | 1 – 5.000 | 10.000+ |
Eğer projeniz seri üretim ise, demir tozu teknolojisi sadece bir mühendislik tercihi değil, işletmenizin karlılığını artıran stratejik bir finansal hamledir.